Люнеты токарные





Товар сертифицирован
Код товара: 18577
Гарантия и сервис
Связаться с нашим менеджером и сообщить о неисправности
Нашли дешевле?
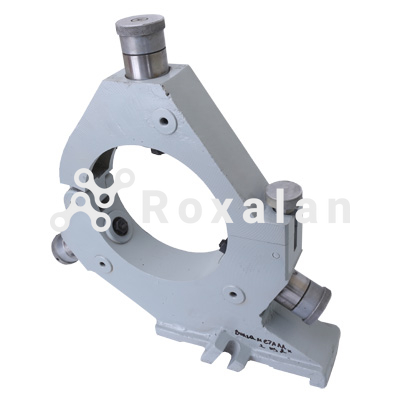
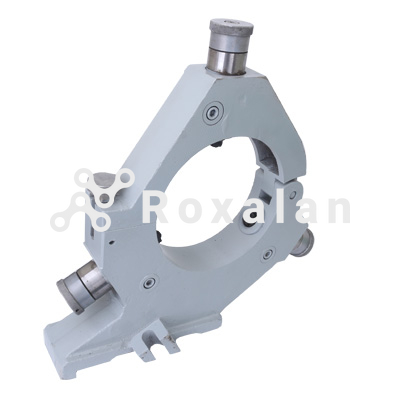
Люнеты токарные применяют в машиностроении, как дополнительную опору, для того чтобы защитить изделие от прогибов при обработке. Люнеты устанавливаются на токарном либо шлифовальном станке.
Виды люнетов для токарного станка
Существуют подвижные люнеты (двигаются вместе с кареткой, либо суппортом) и неподвижные лютены (крепятся к направляющим станины), а также с опорами качения и скольжения. На техническом языке звучат как роликовые и кулачковые.
Если же речь пойдет о шлифовке колец подшипников, это уже так называемые специальные люнеты, работающие способом бесцентровой обработки и имеют название Башмаки.
Благодаря люнетам токарным, повысилась точность обработки деталей (валов).
Существует несколько названий люнетов: люнет токарный, либо могут называть просто люнеты для токарных станков, а также люнеты подвижные, люнеты неподвижные, люнет закрытый и т.д.
Конструкция и установка статических люнетов
Главной задачей статичного люнета является поддерживание габаритных деталей при работе с ними. На станину неподвижное устройство устанавливают с помощью нижнего зацепления. Это устройство помогает повысить точность заготовки и избежать ненужных вибраций. У статичного прибора имеются несколько ключевых элементов:
- основание;
- крышка с шарнирным креплением.
Конструкция устройства для рабочей фиксации оснащена откидным болтом со специальной головкой. На крышке люнета и в основании есть три кулачка, предназначенных для фиксации. Регулируя их, оператор имеет возможность подгонять прибор под размер детали, которая обрабатывается.
Фиксаторы для люнета изготавливают чаще всего из чугуна. Это помогает избежать повреждений хрупких деталей. На кулачках устанавливается специальное покрытие, которое служит защитой. Чаще всего такое защитное покрытие создают сами производители люнетов.
Однако, не только обрабатываемые детали могут пострадать от фиксаторов, но и сами кулачки в ходе работы изнашиваются. Поэтому их тоже производят на основе твердых сплавов.
Устанавливают статичные люнеты в несколько этапов:
- Фиксируют в центре станка обрабатываемую деталь.
- Настраивают предварительно три кулачка прибора.
- Подтачивают шейку заготовки в месте ее соприкосновения с кулачками.
- Фиксируют заготовку.
Конструкция и установка подвижных люнетов
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:
- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов: кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.
Выделим некоторые преимущества
- Производится отечественным производителем;
- Имеет довольно не большой вес, компактен;
- В основе разработки бесцентровый метод;
- Сверхточный прибор, способный измерять округлости деталей.
Прилагаем несколько изображений, как выглядят люнеты в работе.
Чертеж люнета (общий вид)

- откидная крышка;
- основание люнета;
- установочные винты;
- колодки;
- обрабатываемая деталь;
 |
Данные люнеты широко применяются везде, где нужно измерить округлости прокатных валов, а именно: цилиндров печатных машин, валов в бумагоделательной индустрии, валов авиадвигателей, цилиндры печатных машин, роторов генераторов либо турбин. |
 |
Люнеты, находящиеся на изображении, дают возможность снимать неровности таким образом, что до полного устранения неровностей ("как чисто") требуется подать круг на меньшую величину, чем при обычном шлифовании на башмаках. |
 |
При каскадном обрабатывании валов, неровности на поверхности сокращаются в 4-16 раз. |
 |
Если же создавать точную по круглости базу, тогда существует метод «наездника». Резец подводится к поверхности детали несколько раз до получения максимального эффекта. |
Таблица токарных люнетов
|
№ |
Название |
Номера чертежей, маркировка |
|
1 |
3М162.870-1 |
люнет |
|
2 |
3У142МВ.870 |
люнет |
|
3 |
3У142МВ.872 |
люнет закрытый |
|
4 |
3У142МВ.875 |
люнет закрытый |
|
5 |
3М151.8701-1 |
люнет |
|
6 |
3М132В.870 |
люнет |
|
7 |
3М132В.872 |
люнет закрытый |
|
9 |
3У142МВ.874 |
прибор для правки шлиф. круга |
|
10 |
3У142МВ.943 |
|
|
11 |
3У142 |
муфта гофрированная резиновая на заднюю бабку |
В таблице указан неполный ассортимент маркировок и размеров, все интересующие вас размеры, можно уточнить при заказе.

